|
|
 发表于 2010-10-30 21:20:57
|
显示全部楼层
发表于 2010-10-30 21:20:57
|
显示全部楼层
自问自答:
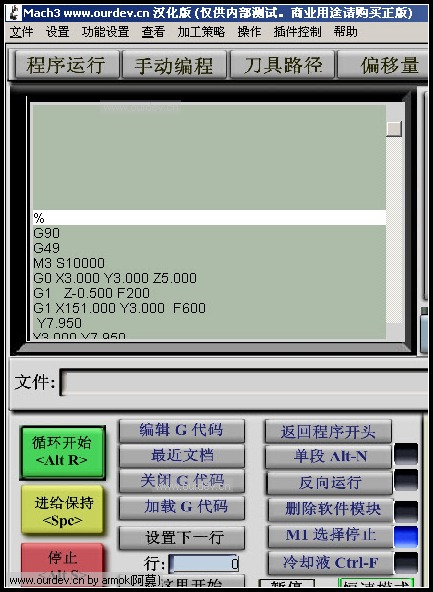
1.纠正:G0 是最高速度移动,不受F值限制。
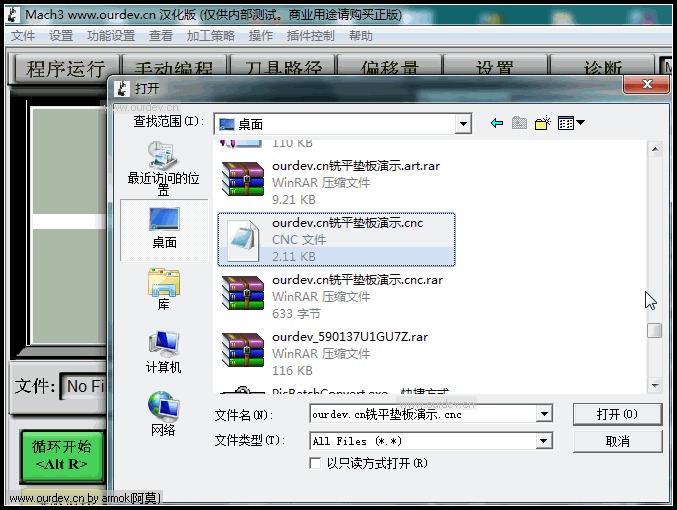
2.一开始速度不对其实是系统优化的问题,mach3中的DriverTest只有96pulse/sec,系统优化后这个值应该在24393——24396之间跳动(在设置为25KHz的时候)。
经验:安装好Mach3后,用Drivertest测试一下,如果数值不对就要找原因,直到这个值正确为止,不然的话mach3肯定不会好好干活(丢步等)。我现在在P3 650的IBM i Series笔记本上已经可以正常使用阿莫雕刻机。
WinXP系统优化文档我在网上找的:http://www.machsupport.com/downloads/XP_Optimization.txt
全文如下:
(This file has been updated to exclude the least effective items)
NOTE: ***** Before doing ANY optimising, run MAch3 first, odds are you dont need to optimise.
***** and before optimising, use msconfig to shut off all Startup Items, then reboot.
Killing stratup Items fixed 90% of computers having any troubel with MAch3.
Optimising should NEVER be done priot to knowing a problem exists.
Windows XP Professional System Optimization Guide:
0. Install Windows in Standard PC Mode
1. When you see the installation tell you to press F6 (Third Party
SCSI or RAID Drivers) press F5 instead.
2. You will see Press F2 for Automated System Recovery, (DONT press
F2).
3. Right after that you will see a list.
4. Press the UP arrow key to highlight Standard PC.
When installing, make SURE you install all of the most recent drivers
for your
Hardware. This is vital!
6. Disable Automatic Updates
1. Right Click My Computer and select Properties
2. Click Automatic Updates tab.
3. Uncheck Keep my computer updated..
4. Click OK.
7. Disable Remote Assistance
1. Right Click My Computer and select Properties
2. Click Remote tab.
3. Uncheck "Allow Remote Assistance Invitations.".
4. Click OK.
******** NOte ****************************
(The following step shoudl not be done unless all else fails. It is usually only necessary
for laptops that vary their frequency badly, and sometimes fails to help. So skip this unless
everythign else fails to fix any trouble )!!!!!!!!!!!!!!!!!!!!!!!!!
9. Set Computer to Standard PC NOT ACPI PC
NOTE: This is only necessary if you wish to remove ACPI AFTER install.
If you followed step 0, you don't need to do this.
1. Right Click My Computer and select Properties
2. Click Hardware tab.
3. Click Device Manager Button in the middle.
4. Double click "Computer".
5. Right click on Standard ACPI PC and choose Update Driver.
6. Choose "Install the software from a Specific Location (Advanced)"
7. Click Next.
8. Choose "Don't search. I will choose driver to install."
9. Click Next.
10. Choose "Standard PC" from the listing.
11. Click Next.
12. Click OK.
********************************************
11. Disable Startup Items in Registry
1. Click Start button.
2. Click Run.
3. Type MSCONFIG and press [ENTER].
4. Click Startup tab.
5. Uncheck everything
6. Click OK.
7. Exit MSCONFIG.
12. Disable Startup Program Group Items in Start Menu
1. Right click Start button and choose Open.
2. Double click Programs.
3. Double click Startup.
4. Delete anything you think you don't need.
5. Close window.
16. Set Windows Theme to CLASSIC
1. Right-click on your desktop, and then click Properties.
2. Click on Themes tab
3. Set Themes to Windows Classic
4. Hit OK
17. Disable Indexing on all NTFS drives
1. Double click My Computer.
2. Right click on hard drive and choose Properties.
3. On bottom, uncheck "Allow Indexing Service to index this file for
faster searching". 4. Hit OK.
18. Run diskperf -n
1. Click the Start Button.
2. Click Run.
3. Type DISKPERF -N and press [ENTER].
20. Disable MSN Messenger
1. Double click on the Messenger icon in the system tray to open it.
2. Skip thru the internet and sign up stuff, just cancel it.
3. When Messenger loads go to Tools -> Options then Preferences.
4. Uncheck 'Run this program when windows starts'
21. Disable Power Management
1. Right-click on your desktop, and then click Properties.
2. Click on the Screen Saver tab.
3. Set Screensaver to None.
4. Press the Power button near the bottom.
5. Set all options to NEVER shut down automatically!
22. Disable Wallpaper
1. Right-click on your desktop, and then click Properties.
2. Click on the Desktop tab.
3. Where it says Background, scroll all the way up and choose None.
4. Click OK.
23. Disable System Sounds
1. Click Start Button.
2. Click Settings.
3. Click Control Panel
4. Double click Sounds and Audio Devices.
5. Click Sounds tab.
6. For Sound Scheme, choose "No Sounds".
7. Click OK.
25. Install Programs
Do not install any programs you will not use. Only install programs
that you DEPEND on for what you do on your computer. Keeping things
lean and mean will keep your system fast and stable.
26. Maintain Hard disk
1. Double click on My Computer.
2. Right click on Hard Disk and choose Properties.
3. Click Tools tab.
4. For Error Checking click Check Now. Do before Defrag!
5. Click Defragment Now, AFTER Error Checking completes.
6. Click OK. |
|



 发表于 2010-10-19 11:26:17
发表于 2010-10-19 11:26:17






























 楼主
楼主