|
54
|
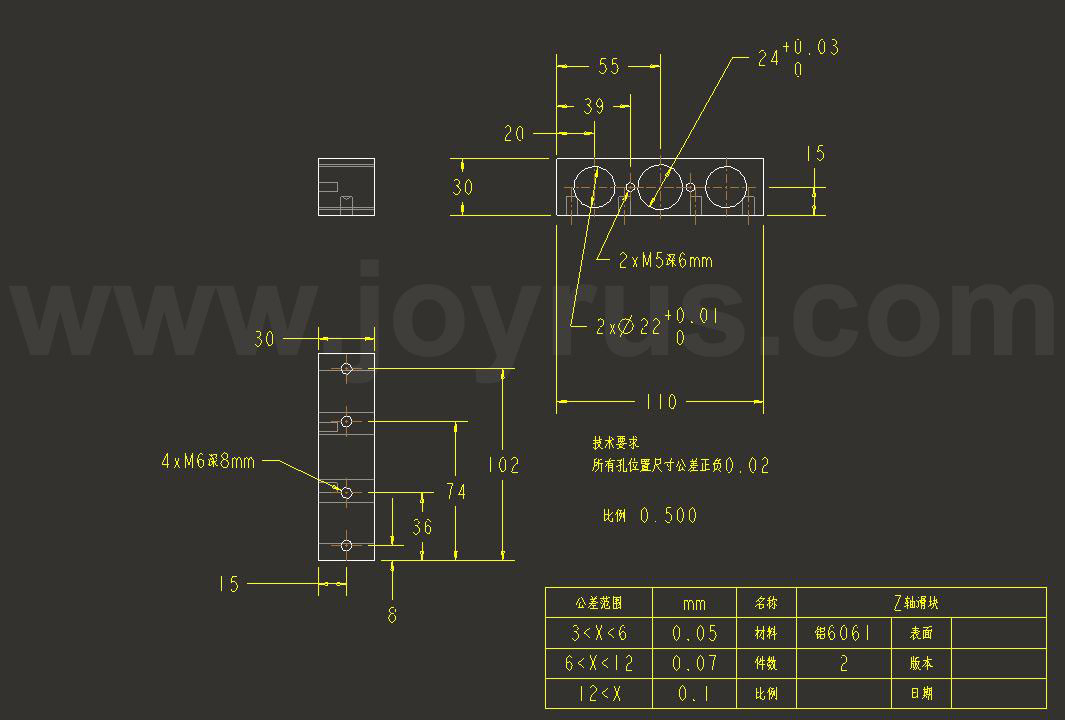
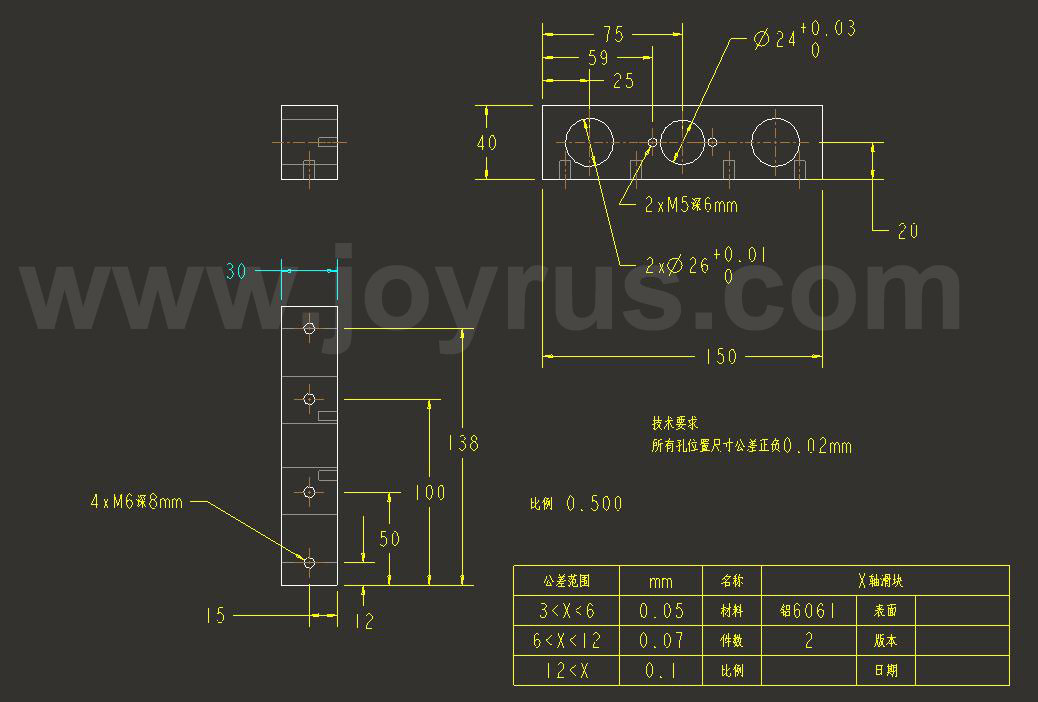
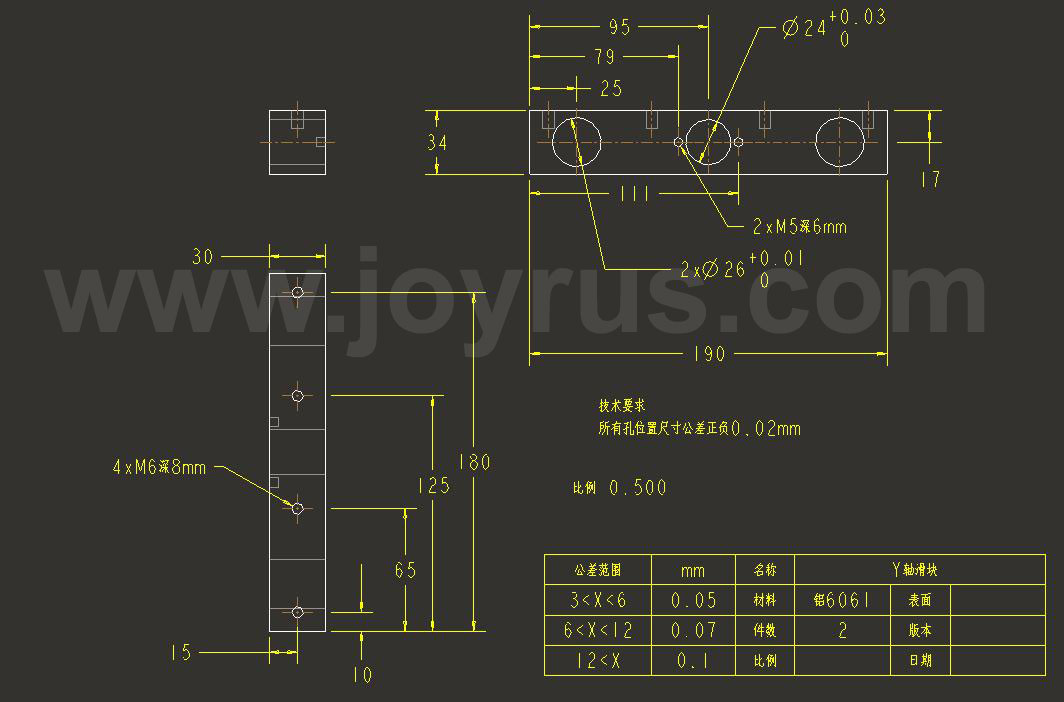
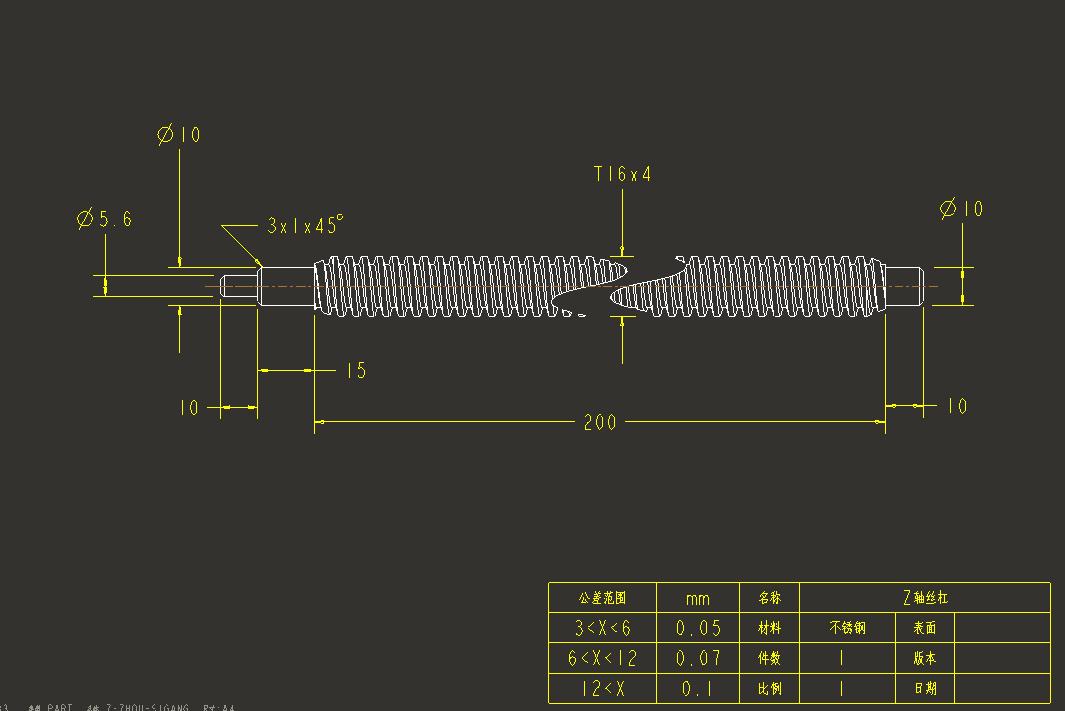
我的雕刻机今天终于开工了-从0开始报道整个进程! |

阿莫论坛20周年了!感谢大家的支持与爱护!!
一只鸟敢站在脆弱的枝条上歇脚,它依仗的不是枝条不会断,而是自己有翅膀,会飞。
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
手机版|Archiver|amobbs.com 阿莫电子技术论坛 ( 粤ICP备2022115958号, 版权所有:东莞阿莫电子贸易商行 创办于2004年 (公安交互式论坛备案:44190002001997 ) )
GMT+8, 2024-6-18 00:01
© Since 2004 www.amobbs.com, 原www.ourdev.cn, 原www.ouravr.com


 发表于 2009-4-15 00:17:07
发表于 2009-4-15 00:17:07










 楼主
楼主