|
24
|
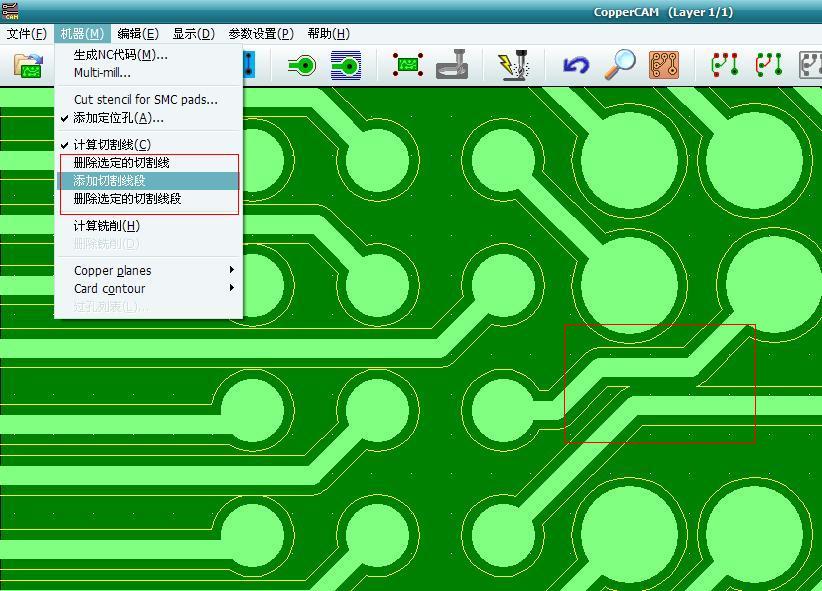
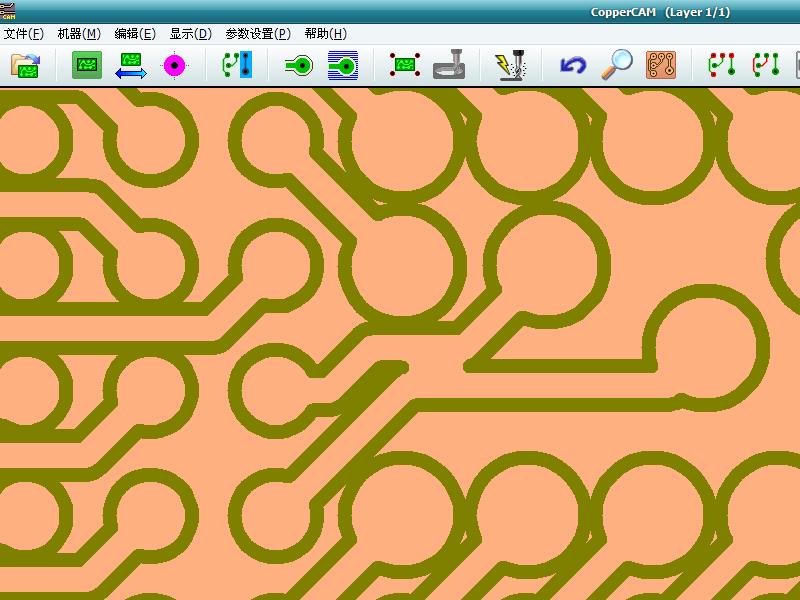
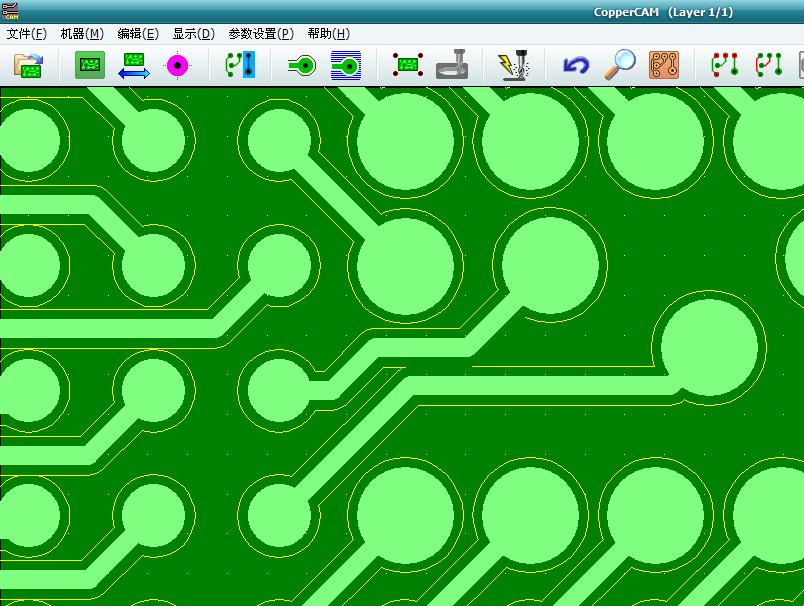
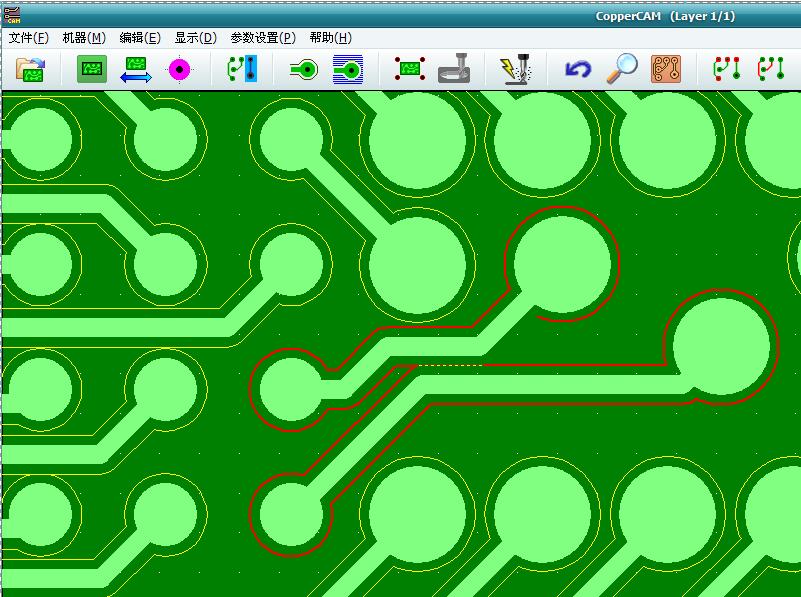
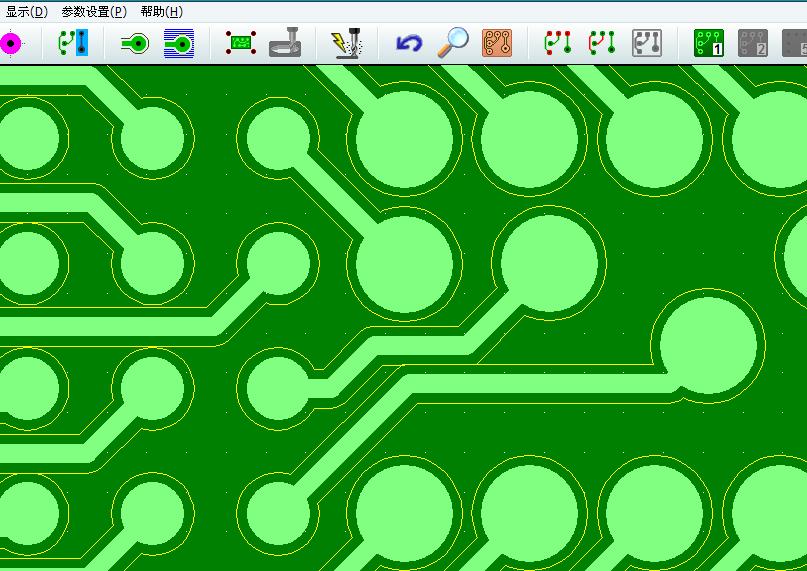
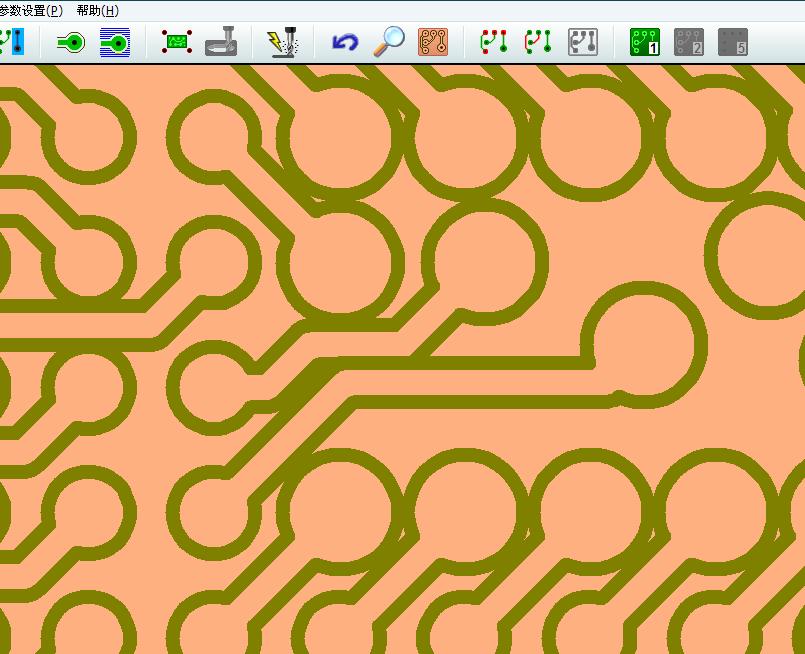
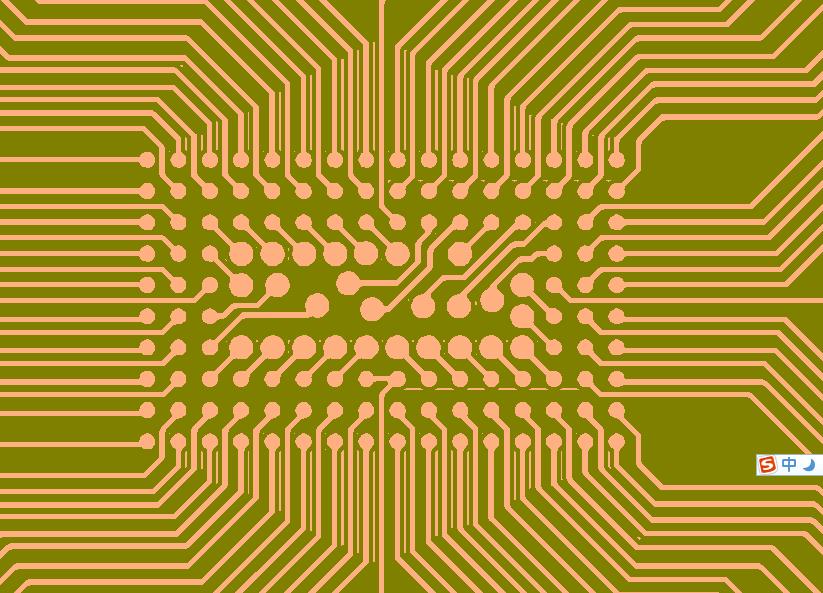
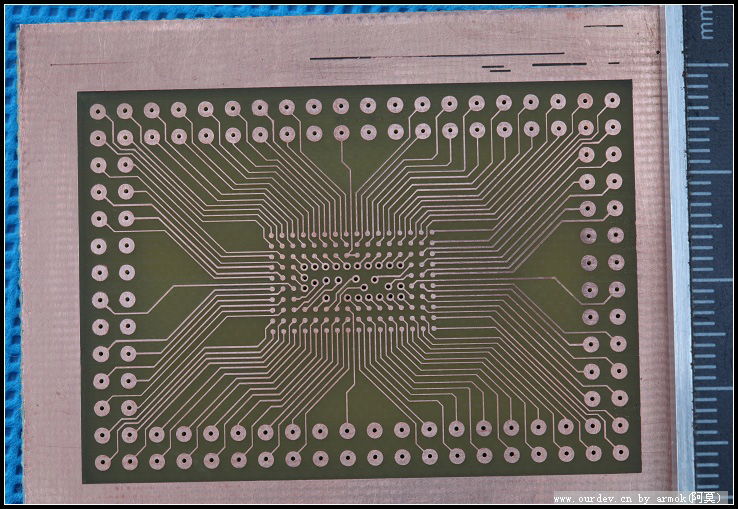
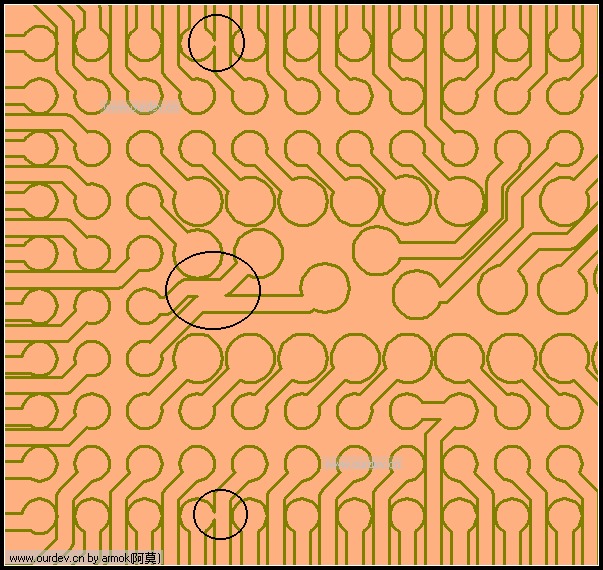
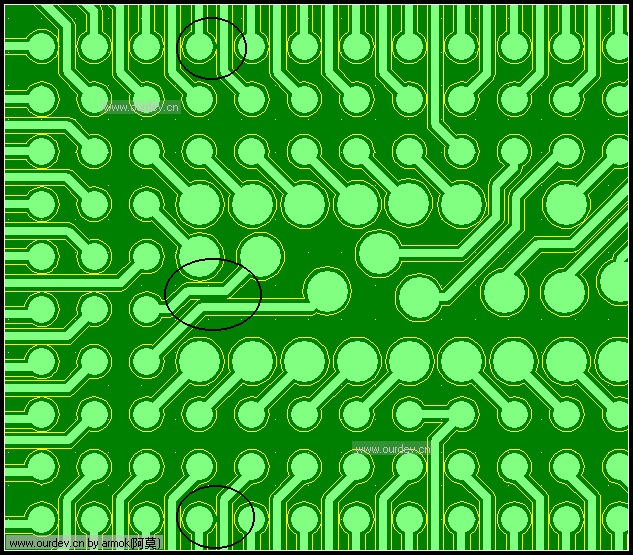
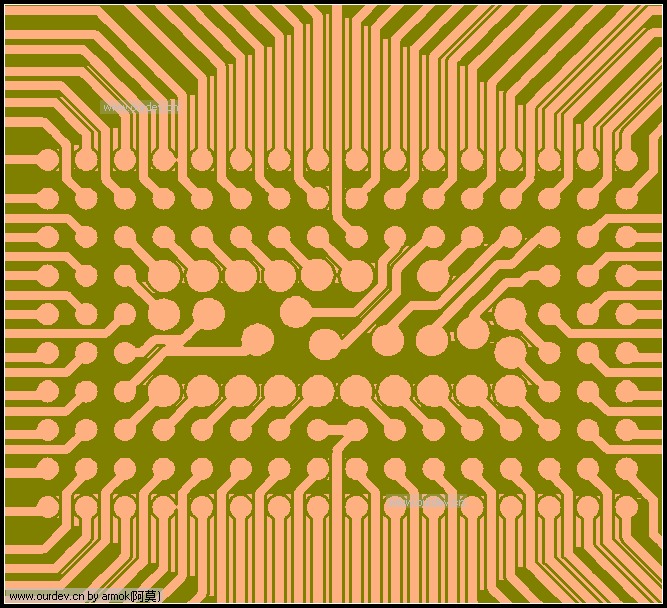
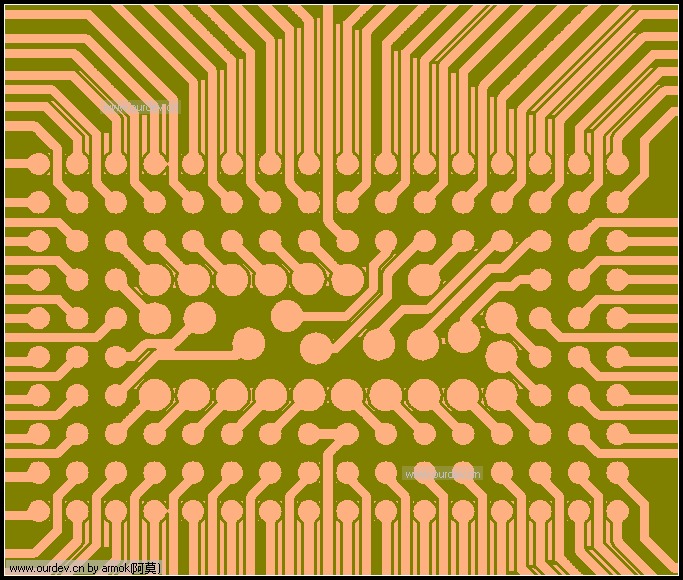
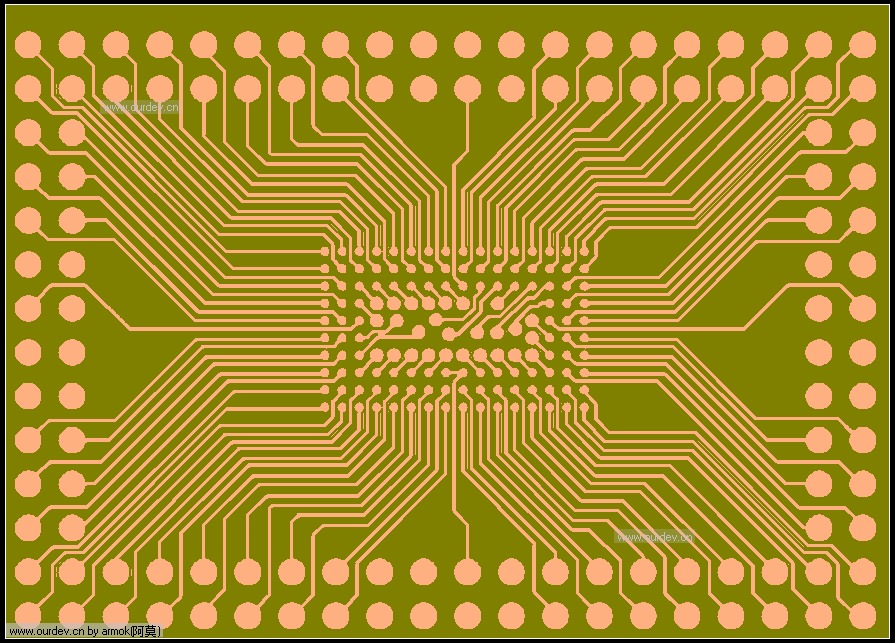
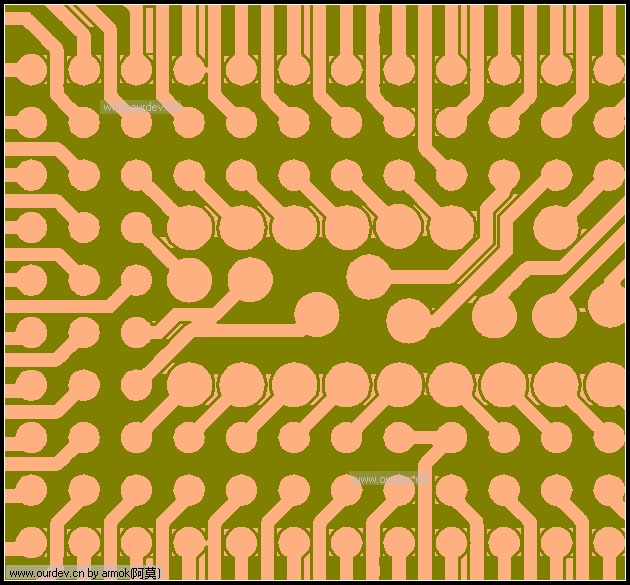
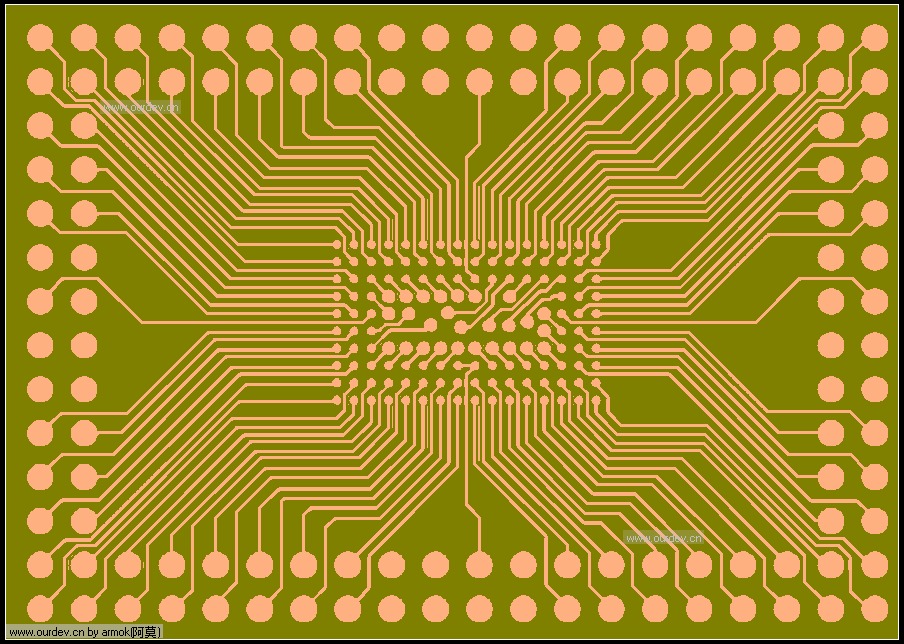
我们的雕刻机(AMCNC-01)教学资料(19) 重量级的讨论:比赛一个BGA小板的最佳雕刻刀路.. |

阿莫论坛20周年了!感谢大家的支持与爱护!!
月入3000的是反美的。收入3万是亲美的。收入30万是移民美国的。收入300万是取得绿卡后回国,教唆那些3000来反美的!
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
手机版|Archiver|amobbs.com 阿莫电子技术论坛 ( 粤ICP备2022115958号, 版权所有:东莞阿莫电子贸易商行 创办于2004年 (公安交互式论坛备案:44190002001997 ) )
GMT+8, 2024-4-27 16:37
© Since 2004 www.amobbs.com, 原www.ourdev.cn, 原www.ouravr.com


 发表于 2010-10-26 00:21:39
发表于 2010-10-26 00:21:39


 发表于 2010-10-26 00:34:11
发表于 2010-10-26 00:34:11
 楼主
楼主